

Municipal Solid Waste (MSW) plant managers and processing engineers face a continuous operational challenge: selecting sorting equipment that maximizes material purity and fraction yield while minimizing total operational expenditure (OpEx).
Two primary technologies dominate the initial automated sorting phases of modern Material Recovery Facilities (MRFs) and Refuse-Derived Fuel (RDF) production lines: Mechanical Ballistic Separators and Aerodynamic Air Separators (Air Classifiers/Wind Sifters).
While both systems separate material streams into distinct light and heavy fractions, their underlying physical principles differ completely. Choosing between them depends heavily on the specific characteristics of the incoming waste stream.
1. Fundamental Sorting Mechanisms
Understanding the boundary conditions of each machine requires a clear look at how they manipulate the material’s physical properties.
- Mechanical Ballistic Sorters: These machines utilize a series of parallel, eccentric-driven oscillating paddles inclined at a specific angle. They separate material into three distinct fractions based on mass, elasticity, and shape:
- 2D Fraction (Flat/Flexible): Plastic films, paper, and cardboard walk upward over the paddles.
- 3D Fraction (Rolling/Rigid): Plastic bottles, aluminum cans, and stones bounce downward.
- Fines (Undersized): Perforated mesh plates on the paddles screen out small debris (typically <50mm).
- Aerodynamic Air Separators: These systems combine mechanical feeding conveyors, controlled air streams (recirculating or positive pressure fans), and an expansion chamber. Material drops through an “air knife” or high-velocity air stream, dividing it into two primary fractions based on density, surface area, and terminal velocity:
- Light Fraction: High-surface-area, low-density materials (films, paper, foam) are blown into the expansion chamber.
- Heavy Fraction: Low-surface-area, high-density materials (metals, glass, aggregate, 3D rigid plastics) drop directly onto a reject conveyor.
2. Feedstock Conditions Requiring Air Separation Prioritization
While ballistic sorters excel in sorting dry, comingled recyclables where clean 2D vs. 3D separation is critical, certain feedstock anomalies dictate that plant managers prioritize aerodynamic air separation.
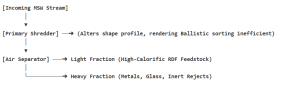
A. High Concentrated Fractions of Pre-Shredded Waste for RDF Production
When an MSW plant’s primary objective is the production of high-calorific RDF or Solid Recovered Fuel (SRF), the feedstock is typically subjected to primary shredding to achieve a uniform particle size distribution (typically d_95 < 150mm to 300mm).
-
The Ballistic Limitation: Shredding destroys the dimensional characteristics (rolling vs. flat) required for ballistic action. Small, shredded pieces of rigid plastics and film often behave identically on oscillating paddles, causing cross-contamination.
-
The Air Advantage: Shredded material maximizes the surface-area-to-mass ratio. Air classifiers utilize this property, pulling out thin, combustible materials with high efficiency, regardless of how irregular the shredded shape is.
B. Elevated Moisture Content and Sticky Organic Contamination
In many developing markets, particularly across Southeast Asia, Latin America, and parts of Eastern Europe, untreated MSW exhibits high moisture contents (frequently exceeding 35% – 45%) paired with heavy organic fractions.
-
Screen Blinding Vectors: High-moisture, organic-rich MSW causes severe “blinding” (clogging) of the screening perforations on ballistic sorter paddles. Once the mesh holes are blocked, fines carry over into the 2D fraction, degrading product quality and forcing unscheduled maintenance shutdowns.
-
Aerodynamic Resiliency: Air separators do not rely on gravity-fed mesh perforations for fine separation. The high-velocity air stream strips surface moisture away and separates based on density, preventing material accumulation and maintaining continuous throughput even with damp, sticky feedstock.
C. High Throughput Capacity Targets within Compact Footprints
Processing lines processing municipal waste must maintain stable feed rates during peak dumping hours.
-
Mass vs. Width Constraints: To scale a ballistic sorter’s throughput, engineers must increase the machine’s width and length (surface area). Large units (>40 tph) require significant structural support to handle the dynamic loads of oscillating paddles, consuming massive amounts of warehouse floor space.
-
Volumetric Efficiency: Heavy-duty air separators can process up to 60 – 80tph within a highly compact enclosed footprint. They handle deeper material beds on the acceleration conveyor because the air stream penetrates the material curtain vertically, separating light fractions mid-air.
3. Comparative Engineering Matrix
The following data outlines the operational thresholds of both technologies based on empirical plant performance metrics.
| Performance Indicator | Mechanical Ballistic Sorter | Aerodynamic Air Separator |
| Primary Output Fractions | 3 Fractions (2D, 3D, screened fines) | 2 Fractions (Light combustible, Heavy non-combustible) |
| Optimal Input Particle Size | 100mm – 400mm (Unshredded) | < 50mm – 300mm (Shredded or sized) |
| Moisture Tolerance Threshold | < 30% (Risk of screen blinding above this) | Up to 50% (Maintains high separation efficiency) |
| Typical Throughput Capacity | 5 – 35tph (Depending on deck surface area) | 20 – 80 tph (Depending on air nozzle width) |
| Primary Wear Components | Paddle bearings, eccentric crankshafts, mesh plates | Fan impellers, cyclone liners, air ducting |
| Primary Function in Line | Commercial recycling sorting, MRF sorting | RDF/SRF preparation, heavy/light split post-shredder |
4. OpEx and Wear Analysis for Procurement Decisions
From a capital expenditure (CapEx) and operational maintenance perspective, the choice of sorting equipment modifies the plant’s long-term spare parts inventory profile.
-
Abrasive Wear Vectors: MSW contains unexpected inert elements such as glass cullet, sand, and small aggregate particles. In a ballistic sorter, these abrasives slide continuously across the paddle surfaces, accelerating the wear of the perforated steel sheets. In an air separator, the heavy abrasive particles drop directly out of the air stream onto a rubber discharge belt, minimizing friction wear on the machine’s structural steel walls.
-
Mechanical Complexity vs. Power Density: Ballistic sorters require high-torque motors paired with robust eccentric drives to maintain oscillation rhythms under heavy loads. While their electrical consumption is moderate, mechanical wear on bearings is continuous. Air separators consume higher relative electrical energy due to the fan requirements (kW power draw of the high-pressure blowers), but their moving parts are restricted to standard conveyors and fan impellers, simplifying the preventative maintenance cycle.
5. FAQ
Q1: Can an air separator completely replace a ballistic sorter in a commercial dry recycling (MRF) plant?
A: No. If your plant’s commercial objective is to separate rigid HDPE/PET bottles from flexible cardboard and paper for recycling, a ballistic sorter is required. Air separators cannot easily differentiate between a flat piece of rigid plastic packaging and a piece of cardboard based on density alone, whereas a ballistic sorter uses shape and elasticity to achieve this separation.
Q2: How does temperature affect air separation efficiency in cold climates?
A: Cold air has a higher density than warm air, which alters the aerodynamic lift within the expansion chamber. Modern air separators feature automated Variable Frequency Drives (VFDs) on the recirculation fans, allowing operators to adjust airflow velocity to compensate for seasonal shifts in air density and moisture.
Q3: What is the optimal placement of an air separator in an RDF production line?
A: The air separator should be positioned immediately after the primary shredder and magnetic/eddy-current separation loops. This ensures that bulky items are downsized and valuable metals are recovered before the air knife splits the stream into combustible light fractions (RDF feedstock) and inert heavy fractions.
Q4: How do air separators manage dust emissions and environmental compliance?
A: Industrial air classifiers utilize a closed-loop or semi-enclosed air recirculation system. Instead of exhausting dust-laden air into the facility, a high percentage of the air is routed through a cyclone separator or automated pulse-jet baghouse system, capturing airborne particulates (<20mg/m^3) and keeping the processing environment safe and compliant with emission regulations.