

For engineering, procurement, and construction (EPC) contractors and solid waste asset managers, the financial feasibility of a Mechanical-Biological Treatment (MBT) plant or a Refuse-Derived Fuel (RDF) manufacturing facility depends on a single thermodynamic metric: the Net Calorific Value (NCV)—also referred to as the Lower Heating Value (LHV)—of the output fuel matrix.
Downstream energy consumers, such as cement kilns utilizing alternative fuels for co-processing and dedicated waste-to-energy (WtE) power plants, enforce strict contractual baselines for inbound commodities.
A standard commercial alternative fuel specification typically mandates a stable NCV between 16-19MJ/kg (3,800–4,500kcal/kg).
Failing to meet these boundaries results in severe price penalties or total shipment rejection.
Because raw Municipal Solid Waste (MSW) is highly heterogeneous, processing plants must treat inbound waste as a variable chemical feedstock. This technical guide outlines the mathematical models used to accurately calculate and predict the NCV of processed waste streams and details how automated mechanical separation directly optimizes these thermodynamic values.
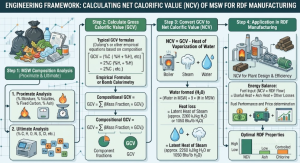
1. Thermodynamic Definitions: GCV vs. NCV in Solid Waste Processing
To establish a reliable mass and energy balance for an RDF production line, engineers must distinguish between Gross Calorific Value (GCV/HHV) and Net Calorific Value (NCV/LHV).
[Gross Calorific Value (GCV / HHV)] │ └───► Minus: Latent Heat of Vaporization for Fuel Moisture (W) │ └───► Minus: Latent Heat of Vaporization for Combustion Water (from Hydrogen, H) │ └───► Yields: [Net Calorific Value (NCV / LHV)] -> True usable energy in the kiln
- Gross Calorific Value (GCV / HHV): The total latent energy released during complete material combustion, assuming all water vapor produced during the process is completely condensed back into liquid form.
- Net Calorific Value (NCV / LHV): The actual usable thermal energy available to the industrial furnace or calciner. It assumes the water remains in a gaseous state, meaning the latent heat required to vaporize both the inherent material moisture and the water formed by hydrogen oxidation is deducted from the system.
In RDF manufacturing, NCV is the only commercially relevant baseline because industrial boilers and cement kilns exhaust flue gases above the condensation threshold to prevent acid gas corrosion.
2. Mathematical Models for NCV Calculation
Depending on the analytical laboratory equipment available, engineers utilize either Proximate Analysis or Ultimate Analysis datasets to calculate solid waste energy yields.
Methodology A: Calculation via Proximate Analysis (Empirical Weight Fractions)
For daily plant operations, ultimate elemental analysis can be cost-prohibitive. Predictive empirical models based on proximate parameters—Moisture (W), Ash (A), and Combustible Fixed Carbon/Volatiles (C)—provide rapid, highly accurate operational baselines.
The standard international engineering equation for raw MSW and processed RDF fractions is expressed as follows:
Where:
- C is the mass percentage of the combustible organic fraction (plastics, dry paper, wood, textiles).
- W is the total composite moisture mass percentage (0–100%).
For highly precise, multi-component commercial alternative fuel specifications, processing engineers apply the Khan & Abu-Ghararah Model, which incorporates Volatile Matter (V) and Fixed Carbon (FC):
Methodology B: Calculation via Ultimate Analysis (Elemental Composition)
During the front-end engineering design (FEED) phase of a waste-to-energy EPC project, engineers utilize elemental mass structures to determine exact thermodynamic behaviors. The net calorific value is calculated by applying a modified Dulong Formula, accounting for the enthalpy of vaporization:
Where C, H, O, S, and W represent the dry-basis weight percentages of Carbon, Hydrogen, Oxygen, Sulfur, and Moisture, respectively. The constant 24.44 represents the latent heat of vaporization of water at 25^circ C (kJ/g).
3. Engineering Application: Controlling the Variables
Reviewing the mathematical structures reveals that NCV is fundamentally driven by two negative variables: Moisture (W) and Ash (A).
Every 1% increase in water content drops the NCV by approximately 6 kcal/kg through direct energy absorption during phase change, while also displacing combustible mass. Similarly, non-combustible ash elements (glass, metals, inert dust) act as thermal sinks, absorbing sensible heat without contributing to the exothermic oxidation loop.
[Inbound Heterogeneous MSW] │ ├──► Automated Multi-Deck Sizing ──────► Diverts High-Moisture Organics (<50mm) │ ├──► High-Gradient Air Classification ──► Extracts High-Ash Inerts (Glass/Stones) │ └──► Resulting Stream ─────────────────► Controlled Feedstock for High-NCV RDF
To systematically alter these chemical variables and elevate the output NCV to meet commercial alternative fuel standards, industrial sorting lines deploy targeted mechanical operations:
- High-Moisture Fraction Diversion: Raw MSW often contains large volumes of wet organic food waste. Utilizing automated multi-deck screening matrices or trommel arrays configured with a 50mm classification threshold isolates and removes the low-energy organic slurry early in the process.
- High-Ash Inert Extraction: Heavy 3D inert fractions (such as glass fragments, ceramics, and stone debris) must be separated before the material hits the secondary shredder loop. Integrating high-gradient density air classifiers creates an aerodynamic fluidization bed that cleanly separates lightweight, high-calorific 2D polymers and textiles from heavy, non-combustible ash materials.
4. Commercial Calibration: Mass Balance and Alternative Fuel Yields
The data matrix below demonstrates how adjusting mechanical sorting parameters affects the proximate analysis and final energy output of alternative fuel commodities.
| Analytical Parameter (As-Received Basis) | Raw, Unsegregated Municipal Waste (MSW) | Coarse RDF Fraction (Post Sizing & Magnetic Cleanup) | Premium SRF / High-Calorific RDF (After Air Classification & Sizing) |
| Moisture Content (W) | 45.0% – 55.0% | 25.0% – 30.0% | le 12.0% (Stable storage envelope) |
| Inert Ash Content (A) | 20.0% – 25.0% | 12.0% – 15.0% | <6.5%(Low slagging risk) |
| Combustible Carbon Fraction (C) | 25.0% – 30.0% | 55.0% – 60.0% | ≥ 81.5%(High polymer density) |
| Calculated NCV (kcal/kg) | 700 –1,100–Sub-optimal | 2,200 — 2,600– Intermediate | 4,100 — 4,650 — Premium Commodity |
| Commercial Application | Unsuitable for direct combustion | Low-tier co-generation boilers | Premium cement kiln calciner substitution |
5. FAQ
Why does a high concentration of PVC plastics skew the relationship between GCV and NCV calculations in RDF?
Polyvinyl Chloride (PVC) introduces significant chlorine (Cl) loads into the ultimate analysis matrix. While chlorine undergoes exothermic oxidation, the resulting Hydrogen Chloride (HCl) gas exhibits highly corrosive acidic properties when flue gas temperatures drop near the dew point. In terms of energy value calculations, PVC delivers a relatively low NCV compared to Polyethylene (PE) or Polypropylene (PP) due to its high chlorine mass fraction (~57%). More importantly, it requires strict monitoring via automated optical sorting arrays to stay within typical commercial boundaries (le 0.5% Chlorine).
How can processing facilities reduce moisture economically if thermal drying costs jeopardize the plant’s ROI?
Thermal drying using gas-fired rotary dryers is rarely cost-effective for alternative fuels. Instead, successful plants rely on mechanical dewatering and strategic process sequencing. Removing wet, fine kitchen waste through early screening reduces the overall moisture of the remaining waste stream by up to 40%. Following shredding, the material passes through high-velocity air classifiers where rapid ambient air movement induces surface evaporation, lowering moisture levels efficiently without high fuel costs.
Industrial Turnkey Plant Commissioning and Global EPC Infrastructure
Sustaining a predictable, high-purity alternative fuel output from variable municipal waste streams requires deep expertise in mechanical processing and thermodynamics.
Henan Guoxin Machinery Manufacturing Co., Ltd. (Guoxin Group) engineers and delivers complete, industrial-grade municipal solid waste sorting plants and RDF processing systems designed to meet rigorous alternative fuel standards worldwide.
Our global engineering group provides end-to-end support, including initial material mass-balance analysis, detailed 3D facility layout configurations, and robust shredding and separation machinery tailored to localized waste profiles.
Seeking an optimized mass-balance layout or equipment configuration for an upcoming MSW sorting facility? Contact for an engineering brief: Eve@guoxinmachinery.com