

For waste management operators supplying alternative fuels to energy-intensive industries, the financial viability of a Refuse-Derived Fuel (RDF) plant depends on one critical metric: Ash Content (A^d).
While downstream consumers, particularly cement kilns and waste-to-energy (WtE) cogeneration plants, eagerly substitute fossil coal with high-calorific plastic and textile waste fractions, their tolerances for non-combustible inerts are unforgiving. Most European and Asian cement calcination processes enforce a strict penalization or rejection threshold at le 15% dry-basis ash content.
When processing heavily contaminated, unsegregated municipal solid waste (MSW), the initial raw ash content often exceeds 25–35%. This technical paper details the multi-stage mechanical and aerodynamic workflows engineered to systematically strip out inorganic ash matrices economically, without relying on high-OpEx thermal systems.
The Chemistry of the Problem: How Ash Destroys RDF Market Value
To understand how to eliminate ash economically, engineers must categorize how non-combustible material presents itself within the waste stream:
[Total RDF Ash Contamination]
│
├──► 1. Free Inorganic Inerts (~65% of total ash)
│ └─► Loose glass fines, sand, ceramic micro-particles, surface soils.
│
└──► 2. Adhered Organic/Inorganic Slurry (~35% of total ash)
└─► Wet, sticky kitchen waste pasted onto flexible 2D plastic films.
The Impact on Lower Heating Value (LHV)
Ash content acts as a thermal dead-weight. Every 1% increase in ash content not only displaces a 1% fraction of combustible hydrocarbons but also consumes sensible heat during the combustion phase because the inert minerals absorb energy to undergo phase changes (e.g., glass melting or carbonate calcination).
The correlation between ash reduction and net caloric recovery can be modeled using a modified dry-basis heating value formula:
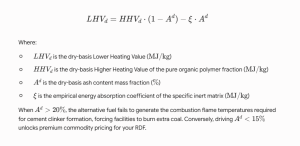
When A^d > 20%, the alternative fuel fails to generate the combustion flame temperatures required for cement clinker formation, forcing facilities to burn extra coal. Conversely, driving A^d < 15% unlocks premium commodity pricing for your RDF.
The 3-Stage Mechanical De-Ashing Architecture
Attempting to reduce ash via thermal drying is economically unviable; evaporating water to remove adhered dust consumes more thermal energy than the recovered RDF provides. Instead, the Guoxin Environmental Engineering division deploys a low-consumption, multi-stage mechanical and aerodynamic segregation sequence.
[Raw Contaminated MSW] ──► [Stage 1: High-Frequency Screening] ──► [Removes <15mm Fine Ash]
│
▼
[Premium Low-Ash RDF] ◄── [Stage 3: Density Sorter] ◄── [Stage 2: Aerodynamic Scrubbing]
(<15% Ash) (Removes 3D Glass/Stones) (GX Air Knife Film Stripping)
Stage 1: Low-OpEx Dimensional Separation (The <15mm Fraction Elimination)
Data analytics from municipal sorting operations reveal that up to 70% of the total free inorganic ash fraction (sand, glass shard fragments, mineral dust, concrete crumbs) is concentrated in the particle size fraction under 15 mm.
- The Mechanism: Before passing into primary shredders, the raw MSW is processed through a high-amplitude, multi-deck inclined vibrating screen or a heavy-duty flip-flow screen mesh.
- The Economic Payoff: By immediately isolating and diverting this sub-15mm material to composting or landfill loops, the mass-flow of the primary processing line is reduced by 25–40%. This drastically lowers the electrical load and blade wear on all downstream shredding components.
Stage 2: Aerodynamic Scrubbing and Delamination
The remaining material contains large 2D plastic sheets and textiles that are coated with sticky organic slurry and mineral dust. If this material passes directly into a shredder, the compaction action fuses the dust into the polymer fibers permanently.
- The Mechanism: The material stream enters a specialized GX-ASM High-Gradient Air Separator. Unlike primitive single-blast blowers, this system uses a positive-pressure air knife fluidization bed paired with an upper negative-pressure extraction loop.
- The Economic Payoff: As the material falls through the air knife, the intense kinetic energy of the high-velocity air molecules acts as a mechanical scrubber. It shears the dry surface tension, stripping away the adhered organic slurry and micro-dust from the flexible plastic films. The light, clean 2D film is lifted away instantly, leaving the heavy, dirty paste behind.
Stage 3: Ballistic Density Separation of 3D Inerts
Certain items like rigid plastics (PET, HDPE) often enter the stream mixed with heavy 3D impurities of similar dimensional sizes, such as glass bottles, clay bricks, and aluminum beverage containers.
- The Mechanism: A post-shredding density segregation loop—utilizing either a mechanical ballistic sorter or a localized optical sorting matrix—segregates flat, lightweight combustible components from rolling, heavy 3D elements.
- The Economic Payoff: This process eliminates hidden internal ash contributors (such as heavy mineral stones inside plastic bags) that air classifiers can occasionally miss, locking in your final ash profile below the required 15% specification.
Mass-Balance & Operational Cost (OpEx) Efficiency Matrix
The structured engineering data matrix below maps the typical operational trade-offs between traditional sorting configurations and Guoxin Group’s optimized low-ash processing loops.
| Processing Vector & Metrics | Conventional Sorting Line (Direct Shredding + Magnet) | Guoxin Low-Ash Segregation Matrix (Vibrating Screen + GX-ASM Sorter) |
| Average Final RDF Ash Content (A^d) | 22% — 28% (Highly volatile) | 11% –14.5% (Stable compliance) |
| Downstream Market Acceptance | High rejection rate; heavily discounted | Premium status; certified for cement kilns |
| System OpEx per Input Ton | 12.50 – 14.00/ton (High blade replacement costs) | 7.50 – 9.20/ton (Optimized mass-flow) |
| Shredder Blade Operational Lifetime | 250 – 400 hours (High abrasion from sand/glass) | 1,200 – 1,800 hours (Abrasive fraction removed early) |
| Net Combustible Recovery Efficiency | 65% (Large volume of plastics lost in heavy waste) | 91–94% accuracy in light fraction collection |
FAQ
Why should operators avoid shredding mixed MSW before the primary de-ashing screen stage?
Shredding unsegregated municipal waste prior to screening is an operational mistake. High-torque industrial shredders act as mechanical presses; they force wet organic slurry, glass powder, and abrasives into the porous surface of textiles and wrap thin-film plastics around sticky dirt clumps. Once these materials are physically bound together by the force of a shredder blade, mechanical and aerodynamic separation forces can no longer isolate them, locking the final RDF into a high-ash profile. Primary dimensional screening must always happen first.
How does controlling moisture indirectly optimize the economics of ash reduction?
While moisture and ash are separate parameters, they are mechanically linked in sorting environments. Water creates capillary liquid bridges that glue fine mineral particles to high-calorific plastics. By inserting a high-velocity air separation stage like the GX-ASM loop, the air currents cause rapid localized surface evaporation. Breaking this moisture film destroys the adhesive surface tension, causing the mineral dust to fall away freely from the alternative fuel fractions.
Complete Systems Engineering and Plant Commissioning
Achieving high-purity, low-ash alternative fuels from heavily contaminated waste streams requires strict adherence to material mass-balance principles. Guoxin Group builds robust, fully integrated municipal solid waste processing configurations designed to deliver predictable, compliant alternative fuels for global environmental infrastructure markets.
From initial 3D CAD spatial floor layouts to localized chemical feedstock testing and PLC automation integration, our global engineering division ensures your plant hits its production targets with minimal operational overhead.
Seeking an advanced engineering consultation or an alternative fuel line proposal? Connect with our plant design team: Eve@guoxinmachinery.com