

The exponential proliferation of consumer electronics, e-waste, and improperly discarded energy storage devices has introduced an existential threat to modern Municipal Solid Waste (MSW) processing facilities. Mixed waste streams now contain a volatile concentration of hidden Lithium-ion (Li-ion) batteries.
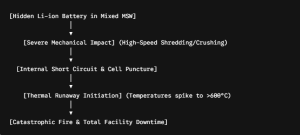
When these energy-dense cells enter a standard processing line, they are subjected to intense mechanical forces. Puncture, crushing, or heavy impact can trigger thermal runaway—an unstoppable exothermic chain reaction that rapidly elevates localized temperatures beyond 600°C, igniting surrounding lightweight combustibles (such as paper, film, and plastics).
For Material Recovery Facility (MRF) asset managers, engineering procurement contractors (EPCs), and plant operators, a single battery fire can result in catastrophic asset loss, prolonged facility downtime, and massive spikes in insurance premiums.
Mitigating this risk requires a shift in front-end system architecture: replacing high-speed impact equipment with a precisely engineered Low-Speed, High-Torque Dual-Shaft Pre-Shredder Array.
1. The Mechanics of Mechanical Ignition in Mixed MSW Lines
To design an effective mitigation system, engineers must understand how mechanical processing interacts with Li-ion chemistry. Traditional MSW plant layouts often use high-speed flail mills or high-speed single-shaft shredders at the front end to rip bags and achieve rapid size reduction.
While efficient for uniform waste, these high-speed machines (300–900 RPM) subject the waste matrix to violent kinetic impacts. When a hidden Li-ion battery encounters a high-speed hammer or blade:
- Mechanical Penetration: The protective steel or pouch casing of the battery is instantly breached.
- Internal Short Circuit: The internal cathode and anode layers collapse into direct contact, triggering a rapid release of stored electrochemical energy.
- Off-Gassing and Ignition: The volatile organic electrolytes within the cell vaporize, emitting flammable gases (such as hydrogen, carbon monoxide, and methane) that immediately ignite under the friction-induced heat of the shredding chamber.
To prevent this sequence, the front-end architecture must liberate bags and homogenize the waste matrix using controlled shear forces rather than high-velocity impact.
2. Technical Blueprint: Low-Speed, High-Torque Pre-Shredder Array
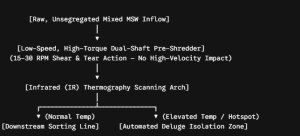
The primary line of defense against thermal runaway is a dedicated pre-shredder array operating at ultra-low rotational speeds (15–30 RPM) combined with massive, variable hydraulic or electric torque.
Shear and Tear Mechanics Over Crushing
Dual-shaft pre-shredders utilize independent, counter-rotating shafts equipped with specialized alloy steel cutting discs. Instead of smashing the material, the blades intermesh to execute a clean “shear and tear” action.
Because the rotational velocity is kept extremely low, the localized mechanical friction remains below the typical thermal runaway initiation threshold (130°C–150°C). If a battery passes through the cutting zone, it is typically compressed or cleanly cut rather than violently ruptured, dramatically reducing the probability of an instantaneous spark or thermal arc.
Knife Geometry and Clearance Optimization
To minimize cell deformation and short-circuit risk, the blade profile must be wide with a multi-hook geometry designed to pull materials through without pinching them against a solid counter-anvil.
- Blade Thickness: Typically 50–80 mm depending on throughput capacity.
- Cutting Clearance: Maintained at a strict tolerances to ensure flexible materials (like plastic bags) are torn open, while rigid, dense cells are allowed to slide through the shear plane with minimal internal core compression.
3. Engineering Parameter Matrix: Impact vs. Shear Conditioning
When compiling technical specifications for municipal solid waste processing tenders, design engineers should evaluate the front-end conditioning system based on the following safety and operational parameters:
| Engineering Parameter | High-Speed Impact Shredding | Low-Speed High-Torque Pre-Shredding |
| Rotational Velocity Range | 300 – 900 RPM | 15 – 30 RPM |
| Primary Material Destruction Vector | Kinetic impact, shattering, high friction | Linear shearing, tearing, macro-fissuring |
| Localized Frictional Heat Generation | High (>180°C at point of impact) | Low (<65°C under standard loading) |
| Li-ion Battery Casing Response | Instantaneous crushing / catastrophic puncture | Controlled slicing / macro-deformation |
| Probability of Spark Ignition | High (Critical risk factor) | Extremely Low |
| Unprocessed Bag Liberation Rate | High (But causes material shred-wrapping) | High (Clean tearing without micro-shredding) |
4. Advanced PLC Automation and In-Line Fire Mitigation Integration
A standalone machine cannot fully eliminate fire risks; the pre-shredder array must be integrated into an intelligent, automated safety loop via a centralized SCADA/PLC architecture.
1. Smart Auto-Reverse Logic
When a dense, un-shreddable object (such as an industrial battery pack or heavy structural steel tramp metal) enters the shredder chamber, the PLC registers a massive spike in hydraulic pressure or electric motor current within milliseconds.
Instead of forcing the material through—which would cause severe friction and puncture—the VFD (Variable Frequency Drive) or Hydraulic Controller triggers an immediate stop and automatic reversal of the shafts. This repositions the material bed and prevents sustained mechanical pressure on potential thermal hazards.
2. Inline Infrared (IR) Thermography Scanning
Immediately following the pre-shredder discharge conveyor, the material must pass under a continuous Infrared (IR) Scanning Arch. This system continuously maps the surface temperature of the monolayer material bed.
If a battery cell has been compromised and begins to heat up, the IR camera detects the localized hotspot (e.g., >80°C) before visible smoke or flames appear.
3. Automated Deluge and Isolation Zones
The moment the PLC receives a hotspot trigger from the IR sensor, it automatically executes two defensive protocols:
- Conveyor Stop/Divert: The discharge conveyor halts instantly, or activates a pneumatic diverter gate to isolate the contaminated material batch from entering the main sorting building.
- Targeted Foam/Water Deluge: A high-pressure localized manifold fires a specialized chemical fire suppressant or water mist directly onto the identified hotspot coordinate, suffocating the thermal event before it can cascade into a full-scale facility fire.
5. The Commercial and Technical Value of Turnkey EPC Integration
Implementing an effective front-end pre-shredder array requires deep system synchronization. If the conveyor feeding the pre-shredder drops material in heavy, un-stratified clumps, the downstream IR cameras cannot scan the lower layers of waste, leaving deep-seated battery hazards undetected.
Opting for an integrated turnkey plant layout from an experienced EPC manufacturer like Guoxin Group eliminates these design vulnerabilities. Guoxin engineers design the entire front-end processing array as a single, cohesive ecosystem—matching the dosing feeder’s velocity, the pre-shredder’s torque curves, the VFD responsive reverse logic, and the automated downstream sensor arrays to the specific waste density profiles of your project site.
This unified engineering approach ensures optimal material liberation, protects expensive downstream optical and magnetic sorting investments, fulfills strict local environmental and insurance safety mandates, and turns volatile waste streams into safe, predictable corporate profits.
Secure Your Processing Assets
Are you designing a new Mechanical-Biological Treatment (MBT) facility or upgrading an existing mixed MSW sorting line to meet modern safety and insurance compliance? Let our engineering team analyze your waste processing layout.
Submit your baseline daily throughput requirements, space constraints, and material composition profiles to our process engineering division to receive a customized 3D facility blueprint and technical machinery proposal.
Contact Global EPC Sales: Eve@guoxinmachinery.com