

In the production of high-tier alternative fuels—specifically Solid Recovered Fuel (SRF)—chemical consistency is just as critical as thermal output. While energy off-takers like cement kilns, steel mills, and specialized industrial calciners are eager to substitute fossil fuels with high-calorific waste fractions, they enforce strict operational boundaries on chemical contaminants.
Among these, Chlorine ($Cl$) contamination is the ultimate multi-million-dollar operational bottleneck.
To achieve compliance with premium international specifications, such as EN 15359/ISO 21640 Class 1 or Class 2 standards, operators must systematically reduce chlorine levels to <0.2% by weight.
Because the primary vehicle for industrial chlorine contamination in mixed solid waste is Polyvinyl Chloride (PVC) plastic (which contains approximately 56% chlorine by weight), producing premium SRF requires a dedicated mechanical and optical sorting workflow capable of isolating and ejecting PVC from the combustible mass flow.
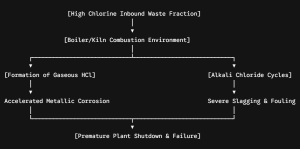
1. The Chemistry of Chlorine-Induced Kiln Damage
When alternative fuels with high chlorine concentrations (>0.5%) enter a high-temperature combustion chamber, the chlorine reacts with hydrogen to form gaseous hydrochloric acid ($HCl$). This gas strips away the protective oxide layers on boiler tubes and kiln internals, causing rapid, high-temperature pitting corrosion.
Furthermore, chlorine volatilizes and condenses as alkali chlorides on internal heat-exchange surfaces, leading to severe slagging, ash fouling, and blocked preheater cyclones.
To safeguard these massive capital assets, fuel buyers penalize or reject batches that fail to meet strict chemical thresholds. For an SRF processing facility, investing in front-end dechlorination technology is not optional—it directly dictates the commercial marketability of the final product.
2. Phase 1: Mechanical Pre-Conditioning & Particle Stratification
Before automated optical sorting sensors can accurately scan and isolate PVC plastics, the highly heterogeneous raw waste stream must undergo extensive physical preparation. Attempting to run unstratified, overlapping materials under an optical sorter results in massive carry-over errors and poor purity rates.
[Raw Mixed Combustible Stream] ──► [Shredding (Sizing to <80mm)] ──► [Air Knife / Screen Stratification] ──► [Monolayer Material Bed ready for NIR]
High-Torque Primary Sizing
The inbound light combustible fraction is routed through a high-torque, low-speed primary shredder. The material must be reduced to a uniform, manageable particle size—typically an SRF fluff profile of le 80 mm. This precise sizing breaks up bundled plastics, frees trapped materials, and ensures that individual particles can be spread evenly downstream.
Density & Aerodynamic Classification
Following size reduction, the stream enters a high-velocity Air Knife Classifier or an inclined Ballistic Separator.
-
The Goal: Separate heavy 3D chlorine sources (such as thick PVC pipes, chlorinated rubbers, and composite shoes) from the lightweight 2D fractions (clean paper, cardboard, and non-chlorinated flexible films like PE/PP).
-
The Outcome: This structural stratification ensures that the material bed arriving at the optical sorting conveyor is highly uniform in density and shape.
3. Phase 2: High-Speed NIR Spectroscopy and Pneumatic Ejection
Once the material stream is mechanically conditioned, it is delivered to the core automation node: the Near-Infrared (NIR) Optical Sorting Matrix. This phase transforms the processed waste into a certified chemical commodity.
Polymer Fingerprint Identification
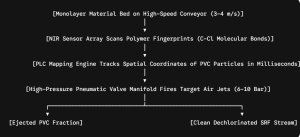
The stratified material is fed onto a high-speed accelerator conveyor belt running at velocities between 3 to 4meters per second. This extreme speed forces the material into a perfectly distributed, non-overlapping monolayer bed.
As the material passes under the industrial scanning arch, a high-frequency NIR Spectrometer Array analyzes the reflected light spectrum of each passing particle. Every polymer exhibits a distinct spectral signature based on its molecular bond configurations. The system identifies the specific carbon-chlorine (C-Cl) molecular fingerprint unique to PVC within milliseconds, mapping its exact spatial coordinates on the moving belt.
Precision Air-Jet Separation
The centralized PLC tracks the mapped PVC particle as it reaches the discharge trajectory at the end of the conveyor belt. A high-speed, high-density pneumatic valve manifold—positioned immediately below the belt drop-off point—fires localized, high-pressure air pulses (6–10 bar).
These targeted air jets strike the identified PVC particles mid-air, deflecting them over a separation splitter wall into a dedicated reject chute. The remaining non-chlorinated, high-calorific materials (such as paper, wood, PE, PP, and PET) continue along their natural ballistic trajectory, completely unhindered, forming the clean, premium SRF base stream.
4. Engineering Benchmarks: Turnkey Dechlorination Targets
For plant managers and EPC contractors designing a high-capacity alternative fuel manufacturing facility, the following operational matrix establishes the necessary engineering targets for successful system deployment:
| Sorting Plant Parameter | Target Operational Target & Performance Metric | Primary Equipment Engaged |
| Input Material Profile | Mixed alternative fuel fluff / light combustible fraction | Inbound dosing feeders and screen lines |
| Mechanical Preparation Sizing | Uniform le 80mm multi-directional particle profile | Low-speed, high-torque primary sizing shredders |
| Belt Conveying Performance | Continuous 3.0–4.0 m/s monolayer velocity tracking | Variable-frequency drive (VFD) accelerator belts |
| PVC Sorting Efficiency | ge 90–95% total target PVC polymer extraction | High-resolution Near-Infrared (NIR) sensor arrays |
| Final Chlorine (Cl) Concentration | Driven down to le 0.15–0.20% by dry weight | Full inline mechanical & optical sorting matrix |
| Pneumatic Operating Pressure | Constant 6.0–10.0 bar clean, dry instrument air | Dedicated multi-stage compressor & receiver systems |
5. Why the Integrated EPC Turnkey Model Wins
Dechlorination is a highly sensitive process that cannot be accomplished by simply purchasing a standalone optical sorter and placing it on a generic conveyor. High sorting efficiency relies entirely on the synchronized cadence between the upstream mechanical screening equipment and the downstream sensor response times. If the primary shredder produces excessive fines, or if the accelerator conveyor vibrates unevenly, the optical sorter’s identification accuracy drops dramatically, leading to failed chlorine checks at the cement plant.
Opting for a comprehensive EPC turnkey solution from an established systems integrator like Guoxin Group eliminates these operational risks.
Guoxin engineers design the entire processing line from the ground up utilizing advanced mass-balance simulation modeling. By matching the shredder’s blade geometries, the air knife’s aerodynamic lifting force, and the NIR sorter’s pneumatic valve spacing to the specific waste composition of your target region, the system guarantees a highly reliable chemical separation workflow. The entire dechlorination process is governed by a unified SCADA architecture that continuously balances throughput speed against target purity metrics—protecting your clients’ boilers while maximizing your facility’s long-term commercial profitability.
Optimize Your Fuel Chemistry
Are you planning an alternative fuel facility or struggling with high chlorine penalties from your current off-takers? Let our process engineering division model your material mass-balance.
Submit your inbound waste composition analysis, required daily throughput capacity, and target fuel specifications to our engineering team to receive a comprehensive 3D system layout and technical equipment proposal: Eve@guoxinmachinery.com