

The commercial value of Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) is determined entirely by the specifications of the end-of-taker. For cement kilns utilizing waste-to-energy co-processing, alternative fuels must meet strict chemical and physical parameters to prevent calciner destabilization and furnace corrosion.
Guoxin’s specialized high-calorific RDF production lines are engineered to transform heterogeneous Municipal Solid Waste (MSW) and Commercial & Industrial (C&I) waste into high-purity alternative fuels. Our process design guarantees a uniform particle size < 50 mm, moisture control at < 20%, and mechanical isolation of chlorine to maintain levels below 1%.
Process Logic: Meeting Strict Calciner Specifications
Process Logic: Transforming Raw Waste into Cement-Spec Fuel
Producing high-purity alternative fuel requires a strict, multi-stage mechanical sorting grid. Our production lines ensure a continuous, synchronized mass-balance flow across three major processing modules:
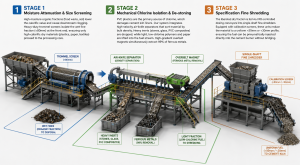
1. Front-End Separation & Organics Removal (Trommel Screen)
High-moisture organic fractions (food waste, soil) drastically lower fuel calorific value. The raw unsegregated waste first enters our heavy-duty Rotary Trommel Screen to isolate the wet fine fractions (<80mm) early, protecting downstream cutting chambers from clogging.
2. Chlorine Extraction & Inert De-Stoning (Air Classifier & Magnet)
PVC plastics are the primary source of volatile chlorine that damages cement kiln calciner liners. Our processing line deploys a high-velocity Air Classifier (Wind Sifter) that separates materials by weight-to-surface-area ratios. Heavy stones, glass, and chlorinated PVC compounds are dropped, while light combustible polymers are lifted. Simultaneously, an Overbelt Magnetic Separator extracts 99% of ferrous scrap.
3. Precision Size Reduction (Single-Shaft Fine Shredder)
The clean, dry combustible fraction is cross-fed into our heavy-duty Single-Shaft Fine Shredder. Calibrated by a bottom sizing screen grid, the material is sheared into a uniform <50mm or <30mm flake profile, perfect for consistent pneumatic injection into the cement burner without pneumatic bridging.
Technical Performance Benchmarks
Our integrated RDF production systems are engineered for 24/7 continuous industrial duty cycles, optimizing energy consumption per ton of finished fuel.
| System Configuration | Input Capacity (TPH) | Finished Fuel Grade | Target Calorific Value | Output Particle Size (P95) |
| RDF-Line 100 | 10 – 15 Tons/Hour | Commercial RDF | 14,000 – 16,000 kJ/kg | ≤ 80 mm |
| SRF-Line 200 | 20 – 25 Tons/Hour | Premium SRF / Cement Grade | 16,500 – 19,000 kJ/kg | ≤ 50 mm / ≤ 30 mm |
| SRF-Line 400+ | 40 – 50+ Tons/Hour | Premium SRF / Cement Grade | 17,000 – 20,000 kJ/kg | Custom Precision Spec |



Engineering for Minimum TCO (Total Cost of Ownership)
Shredding and separating abrasive waste streams incurs high operational expenses (OPEX). Guoxin mitigates these costs through targeted metallurgy and system automation:
- Four-Way Reversible Rotors: Secondary fine shredder blades utilize specialized alloy steel with four cutting edges, reducing consumable changeout frequency by 75%.
- PLC-Synchronized Dosing: The system automatically adjusts conveyor feeding speeds based on the real-time amperage draw of the primary and secondary shredders, preventing motor overloads and material jams.
- Modular Screen Access: Sizing screens can be hydraulically lowered or swung out, reducing cleaning and replacement times to under 45 minutes.
Complete Turnkey EPC Scope
We deliver fully integrated processing ecosystems, minimizing interface risks for project developers:
- Feedstock validation and moisture-content mass balance design.
- 3D spatial layout modeling to fit within existing industrial properties or greenfield sites.
- Centralized SCADA/PLC control networks for complete plant visibility.
- On-site mechanical installation, system balancing, and emissions-compliance training.
Request an RDF/SRF Line Layout & Mass-Balance Calculation
Every municipal and commercial waste matrix carries a distinct moisture and polymer ratio. A generic shredding plant layout will either fail your end-taker’s chlorine thresholds or choke your secondary fine cutters.
Submit your raw feedstock characteristics and target hourly tonnage to Guoxin Group’s alternative fuel engineering division for a complimentary operational simulation.
- Process Engineering:Customized 3D spatial plant layouts tailored to fit greenfield sites or existing cement industrial properties.
- Thermal Calculations: Accurate estimations of final Net Calorific Value (NCV) and alternative fuel yield percentages per input ton.
- Direct Line to Engineer team:[Eve@guoxinmachinery.com]
FAQ
Q1: How does the production line control the chlorine content in the final RDF?
A: Chlorine typically comes from PVC plastics and chlorinated rubbers. Our systems utilize multi-stage air density separation to remove heavy, rigid plastics and chlorinated polymers based on weight-to-surface-area ratios. For ultra-strict premium SRF contracts, we integrate automated near-infrared (NIR) optical sorters to target and eject PVC elements with high precision.
Q2: Why is moisture control critical for cement kiln alternative fuels?
A: High moisture dropped into a calciner lowers the flame temperature, increasing coal consumption and disrupting clinker chemistry. By separating wet organic fines via our front-end mechanical trommels, we maintain a stable input moisture level, maximizing the net calorific value (NCV) of the output fuel.
Q3: Can the system process both loose MSW and baled industrial plastics?
A: Yes. The front-end feeding system can be configured with automated bale-breakers and dosing hoppers. This ensures a steady, un-clumped material volumetric flow into the separation and sorting stages regardless of whether the incoming material arrives loose or compressed.
Q4: What is the average power consumption per ton of finished RDF?
A: Power consumption depends on the required output size. Reducing material to <80mm requires approximately 25–35 kWh/ton, whereas calibrating down to a premium <50mm cement-spec fuel using our single-shaft fine shredders averages 45–60 kWh/ton due to increased shearing requirements.