


Products Description
Technical Specifications of RDF Production Line
Our integrated RDF sorting lines are modular and customizable based on your daily waste volume and required fuel pellet size.
To build a high-ROI alternative fuel project, engineering procurement teams require robust, highly customized refuse-derived fuel equipment capable of managing unpredictable waste compositions. Guoxin’s heavy-duty refuse-derived fuel waste sorting machine series is engineered with heavy steel reinforcement and smart automation to ensure maximum combustible recovery while withstanding severe material impacts.
| System Component | Function | Key Equipment |
| Pre-Treatment | Bag breaking & Sizing | Hydraulic Bag Opener / Trommel Screen |
| Density Sorting | Separating Lights from Heavies | Guoxin Air Classifier (Wind Sifter) |
| Metal Recovery | Removing Ferrous & Non-ferrous | Magnetic & Eddy Current Separator |
| Fuel Preparation | Shredding & Pelleting | RDF Fine Shredder / Briquette Machine |
| Capacity Range | 100 – 500 TPD | Turnkey EPC Solution |
RDF (Refuse-Derived Fuel) refers to solid fuel derived from combustible materials separated from municipal solid waste through a series of processing steps.
The appeal of waste-derived fuel technology (RDF waste-sorting machine, refuse-derived fuel waste-sorting machine) lies in its ability to convert municipal waste into efficient, clean fuel. This technology provides a new pathway for the utilization of waste resources.
Refuse-derived fuel(RDF) Classification and Forms
Our equipment is capable of producing all grades from RDF-1 (coarse) to RDF-5 (densified pellets), meeting international ASTM standards.
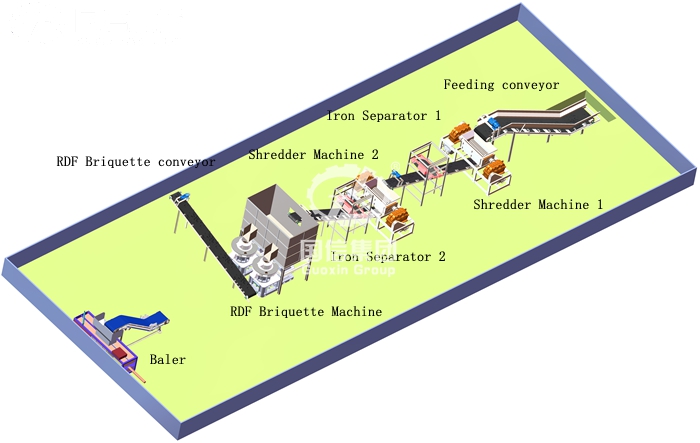
Refuse-derived fuel Production Process
Integrated RDF Production Technology & Equipment
To convert mixed MSW into high-quality RDF-5 pellets, our sorting line integrates a series of heavy-duty modules designed for maximum combustible recovery:
Primary Shredding: High-torque shafts to liberate combustibles while preventing wire wrapping.
Trommel Screening: Removing inert fines (soil/glass) that lower the fuel’s calorific value.
Precision Air Separation: 95%+ purity recovery of light plastics and paper, minimizing ash content in the final RDF.
Magnetic Separation: Removing 99% of ferrous metals to protect the downstream fine shredder.
Fine Shredding & Pelletizing: Reducing material to <30mm and compressing it into stable RDF-5 bricks or pellets.
Product quality
Parameter Input (Mixed MSW) Output (Premium RDF) Moisture Content 40% – 60% < 10% – 15% Calorific Value (CV) 4,000 – 6,000 kJ/kg 15,000 – 20,000 kJ/kg Ash Content High < 15% Purity of Combustibles Mixed > 95%
Advanced Thermal Drying Integration: Why Guoxin Ranks Among Top RDF Drying Plants Manufacturers
Achieving a final moisture content of less than 10%–15% from raw, wet municipal solid waste (which typically carries 40%–60% moisture) is impossible through mechanical sorting alone. As a leading player among global rdf drying plants manufacturers, Guoxin delivers fully integrated thermal drying systems designed to work seamlessly with our heavy-duty refuse-derived fuel equipment.
To optimize energy consumption and boost the calorific value (CV) of the fuel, our integrated RDF drying plant sub-systems utilize specialized industrial drying technologies:
- Industrial Heavy-Duty Rotary Drum Dryers: Engineered for high-throughput 24/7 operations, these drums use a cascading lifting flight design to maximize heat transfer between the shredded waste and the hot air stream, ensuring a uniform, bone-dry output without degrading the plastics.
- Continuous Multi-Layer Mesh Belt Dryers: Ideal for pre-sorted alternative fuel fractions. Utilizing a low-temperature, high-volume air recycling loop, it gently dries alternative fuels while strictly controlling emissions and odor.
By engineering the drying matrix directly into the refuse-derived fuel equipment workflow—often utilizing waste heat from nearby cement kilns or power plants—we guarantee a highly efficient moisture reduction phase that transforms wet liabilities into premium, high-CV alternative fuel.
Technical Advantages of RDF
1. Excellent corrosion resistance: With a moisture content below 10%, it can be stored indoors for one year without spoiling after the addition of calcium compound additives.
2. High and stable calorific value: The calorific value is between 14600 and 21000 kJ/kg. Its uniform shape promotes stable combustion and improves efficiency.
3. Superior environmental performance: Since chlorinated plastics constitute only a portion, and lime is added for in-furnace dechlorination, chloride gas production is suppressed, significantly reducing emissions of pollutants such as dioxins.
4. Flexible operation: RDF production is not limited by site or scale, can be bagged for transportation, and is easy to manage.
Application Areas of RDF

RDF molded finished products
1. Heating Engineering: RDF can be used in district heating systems to provide heating and hot water to buildings.
2. Power Generation Engineering: RDF has a high and stable calorific value, making it particularly suitable for power generation, with higher combustion and power generation efficiencies than traditional waste-to-energy plants.
3. Cement Industry: RDF can serve as an alternative fuel for cement rotary kilns, and the mineral components in its ash can also be beneficial raw materials for cement production.
4. Drying Engineering: Industrial drying processes require a large amount of heat energy, and RDF can provide an economical heat source.
RDF technology transforms waste from a treatment problem into an energy solution. With the promotion of waste sorting policies and technological advancements, RDF will play an increasingly important role in urban solid waste management and energy structure.
Waste is a resource in the wrong place, and RDF technology is the best embodiment of this concept.
Need to calculate the ROI of an RDF plant for your city? [Contact our engineers for a customized technical proposal]
Why Choose Guoxin RDF Sorting Technology?
- Chlorine Control: Integrated optical sorting (optional) to remove PVC, ensuring your RDF meets environmental emission standards for cement kilns.
- High Durability: Our RDF shredders use reversible alloy blades, reducing maintenance costs by 40%.
- Moisture Management: Automated separation of organic “wet” waste early in the process to boost the calorific value (CV) of the final fuel.
FAQ
Q1: What is the difference between RDF and SRF?
A: RDF (Refuse-Derived Fuel) is generally produced from MSW with basic sorting. SRF (Solid Recovered Fuel) is a higher-tier fuel that meets strict international standards (like EN 15359) for moisture, chlorine, and calorific value, often used in cement kilns. Our lines can be configured for both.
Q2: How does your system control the chlorine content in RDF?
A: We utilize multi-stage sorting, including Air Separators and optional Optical Sorters, to remove PVC plastics—the primary source of chlorine. We also offer lime-injection modules during the forming stage for in-furnace dechlorination.
Q3: Can your RDF equipment handle high-moisture organic waste?
A: Yes. We recommend a front-end Trommel Screen to remove the moisture-heavy organic fraction (<80mm) before the waste enters the RDF shredder, significantly reducing drying costs.
Q: Why should an EPC contractor source from integrated RDF drying plants manufacturers rather than buying standalone sorting lines?
A: Raw MSW in many regions contains excessive organic moisture. If you feed wet waste directly into an RDF pelletizer or fine shredder, the machines will suffer from severe clogging, blade rust, and catastrophic drop-offs in pellet structural integrity. Buying from an integrated provider like Guoxin ensures that your refuse-derived fuel equipment is perfectly synchronized with an industrial drying plant. Our system matches the feeding conveyor speed, air velocity, and thermal capacity precisely to your input moisture curves, avoiding processing bottlenecks and guaranteeing that the final output reaches a stable calorific value of 15,000 to 20,000 kJ/kg.